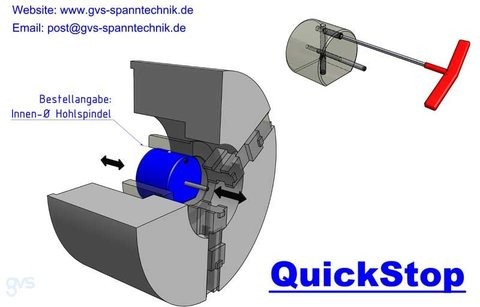
GVS lathe chuck stop QuickStop
- Order number: gls-dfq
Advantages
- Worldwide shipping
- Own production and development
- By bikers - For bikers



 MV Motorrad Technik GmbH
MV adjustable shift paddle BMW R1200R-BMW...
MV Motorrad Technik GmbH
MV adjustable shift paddle BMW R1200R-BMW...
€195.00
*
Order number: 907968
 MV Motorrad Technik GmbH
MV GPS Holder for BMW R1200RS for BMW TomTom or...
MV Motorrad Technik GmbH
MV GPS Holder for BMW R1200RS for BMW TomTom or...
From €92.40
*
Order number: 10366

 MV Motorrad Technik GmbH
MV Lowered Rider Footrest BMW R1200R LC 2015...
MV Motorrad Technik GmbH
MV Lowered Rider Footrest BMW R1200R LC 2015...
€169.22
*
Order number: 907917
 MV Motorrad Technik GmbH
MV Handelbar Adapter BMW R1200RS LC and R1250RS LC
MV Motorrad Technik GmbH
MV Handelbar Adapter BMW R1200RS LC and R1250RS LC
€109.00
*
€129.15
*
Order number: 901448
